
Page 28 - 压滤机基础知识培训教材
P. 28
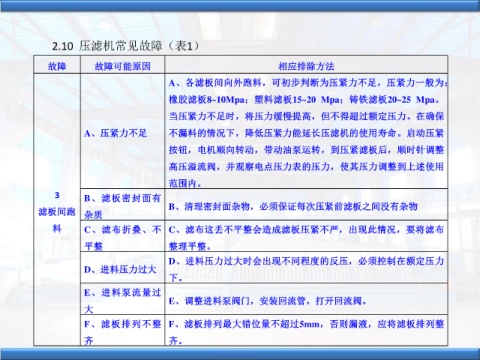
2.10 压滤机常见故障(表1)
故障 故障可能原因 相应排除方法
A、各滤板间向外跑料,可初步判断为压紧力不足,压紧力一般为:
橡胶滤板8~10Mpa;塑料滤板15~20 Mpa;铸铁滤板20~25 Mpa。
当压紧力不足时,将压力缓慢提高,但不得超过额定压力。在确保
A、压紧力不足 不漏料的情况下,降低压紧力能延长压滤机的使用寿命。启动压紧
按钮,电机顺向转动,带动油泵运转,到压紧滤板后,顺时针调整
高压溢流阀,并观察电点压力表的压力,使其压力调整到上述使用
范围内。
3 B、滤板密封面有
B、清理密封面杂物,必须保证每次压紧前滤板之间没有杂物
滤板间跑 杂质
料 C、滤 布 折 叠 、不 C、滤布这丢不平整会造成滤板压紧不严,出现此情况,要将滤布
平整 整理平整。
D、进料压力过大时会出现不同程度的反压,必须控制在额定压力
D、进料压力过大
下。
E、进料泵流量过
E、调整进料泵阀门,安装回流管,打开回流阀。
大
F、滤 板 排 列 不 整 F、滤板排列最大错位量不超过5mm,否则漏液,应将滤板排列整
齐 齐。